全国服务热线:
全国服务热线:
一、简介:
目的:使用生产线及灌胶设备、隧道炉等设备,完成电容器灌胶灌封工序的完整生产,从最终工序流出的产品为完整的产品,无需人工干预;
生产产品:电容器;
使用胶水:环氧树脂;
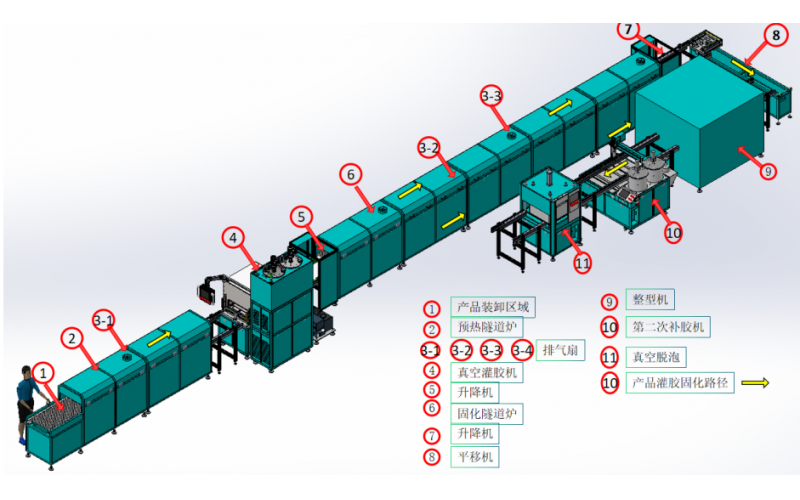
工序流程介绍:
将装好产品托盘放置生产线上>>进入预热短隧道炉>>一次真空灌胶>>灌胶完成后进入长隧道炉加热从而快速固化>>固化完成后进入整形机>>整形机出来后进行二次补胶(常压全自动灌胶机)>>二次补胶后进入抽真空机脱泡>完成脱泡后,自然固化二次灌胶的胶水,完成所有工序。
二、生产线组成
序号 | 设备名称 | 数量 | 备注 |
1 | 隧道烘烤炉 | 2台 | 14米 |
1 | 储胶系统(ab胶桶) | 2套 | 灌胶机 |
2 | 供胶系统(柱塞泵) | 2套 | 灌胶机 |
3 | 混合系统(多级混合器) | 1套 | 灌胶机 |
4 | 焊接机架、外观钣金 | 1套 | 灌胶机 |
5 | 运动系统(三轴机械手、运动控制卡) | 1套 | 灌胶机 |
6 | 清洗系统(混合后胶水) | 1套 | 灌胶机 |
7 | 胶桶、泵、管路加热系统 | 1套 | 灌胶机 |
8 | 抽真空系统 | 1套 | 灌胶机 |
9 | 升降机 | 2台 | 灌胶机 |
10 | 4.3米流水线 | 1条 | 灌胶工位 |
11 | 平移机 | 1台 | 隧道炉出口 |
12 | 整型机 | 1台 | |
13 | 标准灌胶机 | 1台 | |
12 | 控制系统(电气柜、触摸屏、运动控制盒) | 1套 | 真空灌胶机、灌胶机、流水线、升降机、平移机、整脚机、隧道烘烤炉 |
三、生产线主要功能
1、产品进入自动生产线后,每个工位均实现自动化、智能化(如每个工位出现异常或产品没有按照预期进入下一工位时,则上一个产品被拦截);
2、每个工位入口与自动线体的接驳口均采用喇叭口式设计,保证产品顺利通过,不卡板;
3、输送线体倍速链设计,减少产品输送及定位的摩擦力,配合倍速链的单向控制,独有集合定位方式的结构。结构简单、控制方便、便于维护的特点。
4、多级自动混合;
5、自动清洗功能;
6、胶桶缺胶报警、满胶报警;
7、全自动配胶功能;
8、出胶比例、胶量出胶速度、出胶时间、停胶时间只需在触摸屏改变数值即可;
9、点、线、面、弧、圆、不规则曲线差补及三轴联动等功能;
10、真空回吸功能避免出胶不均、拉丝、气泡等现象;
11、动态搅拌电机异常报警;
12、胶桶搅拌真空脱泡抽胶功能;
13、灌胶机抽真空系统、自动上胶;
14、产品夹具自动定位夹紧(灌胶工位);
15、隧道炉烘烤线智能控(每米可单独设置温度);
16、生产线满料、待料报警;
17、生产线速度无级变速0-3500mm/min(可根据客户要求订做);
18、真空机除泡功能;
19、产品整脚功能;
20、防固功能(自动定时排胶);
21、胶桶、泵、管路加热功能(温度可调节);
22、ab胶出胶互锁防呆功能;
23、出胶管、供胶泵堵管、卡泵报警功能;
四、全自动灌胶机技术参数:
配胶比例 | 10:1 ---1:1之间比例可调节 |
灌胶机机器行程 | 600*600*80mm |
加工工艺 | 点、线、弧、圆、不规则曲线差补及三轴联动等功能 |
位移速度 | 500mm/s |
出胶速度 | 0.3-15g/s |
走位精度 | ±0.1mm |
出胶精度 | ±1% |
配比精度 | ±1% |
程序存量 | 99个 |
流水线运输速度 | 0-3500mm/min |
流水线传送方向 | l→r |
灌胶机加热控制温度 | 室温~80℃(有温控显示) |
温度控制精度 | ±5℃ |
隧道炉加热控制温度 | 室温~150℃(有温控显示) |
隧道炉温度控制精度 | ±5℃ |
储料桶搅拌电机 | 200转/分 |
输入气压 | 0.4mpa—0.8mpa |
胶水粘度 | 1mpa·s--100000mpa·s |
操作方式 | 自动 |
比例控制 | plc/精密柱塞泵 |
流量控制 | 数字输入 |
编程方式 | 示教编程 |
自动化控制系统 | 触摸屏(实现程序编程、修改、存储等) |
出胶控制系统 | ab胶回吸式阀门,实现ab胶独立运行 |
混合方式 | 多级混合器 |
胶桶系统 | a胶桶(60l)b 胶桶(60l) |
电源功率 | 220v/50hz/57.73kw |
外型尺寸 | 灌胶机1500(长)mm×1100(宽)mm×1500(高)mm 隧道炉14000(长)mm×920(宽)mm×1440(高)mm 真空灌胶机1500(长)mm×2000(宽)mm×2850(高)mm 升降机800(长)mm×600(宽)mm×1440(高)mm 平移机4000(长)mm×600(宽)mm×910(高)mm 流水线4500(长)mm×720(宽)mm×910(高)mm |